





-
项钟庸1, 王筱留2
(1.中冶赛迪工程技术股份有限公司总工办
2.北京科技大学冶金与生态工程学院)
摘 要:从低碳炼铁的角度研究高炉采取的各种操作制度的合理性非常必要。用Rist模型和风口耗氧量来评估增加渣量、提高炉腹煤气量、高富氧高湿度、低硅冶炼等操作制度。研究了增加渣量不仅要增加炉渣的熔化热,而且由于风口耗氧量的增加,将提高直接还原度,提 高 燃 料 比。高富氧高湿度冶炼,由于水分解需要消耗碳素,同 时附加了热量消耗,使风口耗氧量增加;唯有改善炉身效率,增加间接还原,充分利用炉内煤气热能和化学能,才能补偿风口耗氧量引起的负面影响。目前中国高炉的炉身效率普遍偏低,而低硅冶炼应在提高煤气利用率与低燃料比的基础上进行才能发挥效果。由此提出在种种操作制度下需要关注的方面,供操作者参考。
关键词:风口耗氧量;燃料比;滴落带
进入本世纪以来,钢铁产能过剩,为降低能源消耗,改善环境,需要改变高炉操作的指导思想,即以利用系数为优先,转向重视降低燃料比为主的方向。为降低燃料比,引起各种操作制度对降低燃料比影响并探讨其理论依据,从而推动了高炉工艺原理、过程理论、解剖调查等的研究,增进了对炉内现象的理解。由于高炉原料的高度处理及操作技术的进步,炉况稳定,接近于 A.Rist的理想状态,进一步积极研究改善决定燃料比的条件和可能达到的状态。中国高炉一向以强化程度高为特点,可是对强化理论方面的研究甚是欠缺,本文试图从高炉操作基本理论方面作粗浅的探讨,重点就风口耗氧量与高炉炉况进行了一些分析。 1 高炉下部热状态与Rist线图
我们在《一种评价高炉生产效率的实用工具》[1]中,运用了法国钢铁研究所(IRSID)A.Rist[2]的模型从理论上研究过提高炉腹煤气量与燃料比的U型曲线,并从高炉高度方向的热交换、还原反应的 本文除了对强化冶炼之外,也涉及低硅冶炼、低品位矿冶炼,以及喷吹含氢物料和高富氧高湿度等操作制度的变化对燃料比和炉况的影响进行了评估。 降低燃料比的具体措施不外乎:(1)合适的强化程度,控制炉腹煤气量,降低风口耗氧量;(2)提高热风温度;(3)提高炉身效率及煤气利用率;(4)降低生铁硅质量分数;(5)减少渣量;(6)降低铁水带走的热量;(7)降低炉体热损失;(8)提高操作技术使炉况稳定顺行等。 在高炉稳定状态下,各种降低燃料比的措施都可以用Rist模型 把操作结果表示成图解。在设定的操作条件下,措施(1)为 减 少每摩尔铁风口耗氧量,减少炉腹煤气的相对分子质量,减小风口耗氧量;措施(1)和(2)都可以减少风口前燃烧的碳素量;措施(3)提高煤气利用率,提高风口前产生显热的利用率以及采取合适的装料制度使操作线 AE 靠近 W点;措施(4)、(5)和(6)降低渣铁生成和带走的热量以及减少铁水硅、锰质量分数及损失等其他消耗的总热量。图1所示的Rist线图表示了上述各种工况。 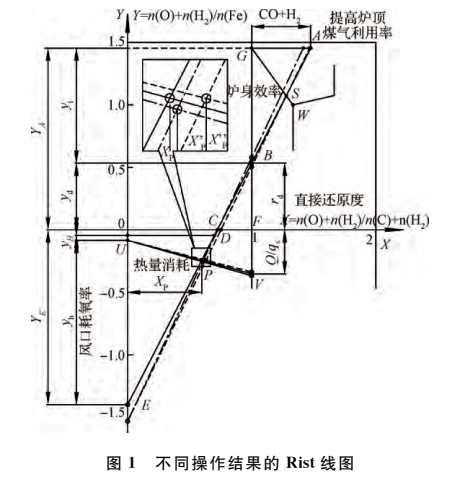
当强化冶炼增加炉腹煤气量时,随之风口耗碳量增加,风口燃烧产生的热量也增加,使得高炉高温区扩大,直接还原率上升;块状带缩小,间接还原率下降。这 使 得CO/CO2/Fe0.9470/Fe偏离平衡,引起过程的碳素消耗量和风口耗氧量增加[2]。 从高炉热平衡分析,中国炼铁吨铁热量消耗高于国外的主要方面是炉渣带走热量、煤气带走热量和热损失。 提高炉身效率,在炉身部位的煤气利用达到理想状态,即间接、直接还原的比例接近理想的比值,矿石类的还原性良好,希望煤气流与铁的分布比例((CO+CO2)/Fe)在半径方向上的分配相对应。在料层中要考虑矿石和焦炭的透气性以及O/C分 布的合理性。一方面从保护炉墙耐火材料、减少炉体热损失的角度看,要稍微抑止炉墙部位煤气流。从过去稳定炉况的经验出发,采用倒V型的软熔带。最佳的炉料分布必须考虑处理好上述措施(1)与(3)、(8)之间的矛盾。 喷吹含氢物料以及采用高富氧强化高炉,用加湿鼓风,提高鼓风显热,保证风口理论燃烧温度不至过高的操作制度。采取鼓风加湿提高炉内煤气中的氢体积分数,利用煤气的还原能力回收鼓风的显热。 降低铁水带出的热量,降低铁水含硅、锰 等、降低出铁温度,在这方面中国高炉与国外高炉的差距不大。当然控制硅的还原反应,改善矿石层的滴落和熔化性能,换言之,改善矿石类的高温性能、炉渣组成和流动性也是降低燃料比的一个方面。 当高炉处于稳定状态时,Rist的操 作 线 AE应该呈一条直线。在高炉高温区物料平衡和热平衡的基础上,风口耗氧量及其燃烧碳素生成的显热占有重要地位,它提供直接还原和其他热量的消耗,可以写成式(1)。 
式中:qb为风口前燃烧生成炉腹煤气产生的显热,kJ/mol;yb 为风口 耗 氧 量,mol/mol;qs 为每 个 铁 原子直接 还 原 消 耗 热 量,kJ/mol;ys 为每 个 铁 原 子 还原消 耗 的 碳 素 量,mol/mol;Q 为 当 铁 水 成 分 一 定时,其他需要消耗的总热量,kJ/mol。 对上式和操作线上各点的分析可以清楚地说明炉况变化的原因。当其他热量消耗Q 不变,即 P 点位置基本 不 变 时,式(2)可 写 成qb·yb=qs·ys+k1。当yb 增加时,E 点下降,则操作线围绕 P 点旋转,qb·yb 和qs· ys 同时 增 加,这 对 炉 况 的 影 响较大。 当直接 还 原 反 应 热 量 消 耗qs· ys 不变,即 B点的位置保持不变时,式(2)变为qb· yb=k2+Q。当Q增加时,则操作线围绕B点旋转,这时对炉顶煤气利用率以及炉内过程的影响比P 不 变 的 情况下要小些。 操作线图可用来预测操作条件变化时炉内动力学过程的结果。作者在文献[1]对一些高炉在提高炉腹煤气量指数χBG后风口耗氧量yb 增加的同时,炉顶煤气利用率有明显下降的情况进行校算时,曾经提及在P、B两点之间存在着AE直线 变 化时的支点或者映射线的交点[1]。 可是如果操作线的支点位于图1的S点固定不变时,点的变化对炉顶煤气利用率的影响最小。而操作线的支点位于P点和S 点可以概括在两者之间的所有情况。因此下面对操作线在位于P点和S点进行分析。 2 支点位于P点与B点之间
在风温,渣量,石灰石用量,铁水中的硅、锰等微量元素,高炉下 部 热 损 失,W点的位置都固定不变以及其他消耗的总热量Q=k1 不变的情况下,风口前燃烧碳素增加的全部热量均用于直接还原qs·ys,那么线图中的支点将位于P点,而B点上升。风口前发生的CO量和直接还原生成的CO量都增加,过剩的CO不能得以利用使炉身效率下降,使 得CO/CO2/FeO.9470/Fe偏离平衡。图1中Rist操作线 AE实线转动到远离W 点的点划线位置,斜率升高,燃料比上 升 得 最 多。我们对多座高炉的操作数据进行过 研究,炉腹煤气量指数与燃料比都呈“U”字型的变化[3-4]。对于2000m³高炉,当炉腹煤气量超过64m/min后,燃料比就会上升,并且用Rist模型清楚地说明了炉腹煤气量过高导致燃料比升高的原因[3]。 当高炉渣量增加时,一般没有考虑直接还原度的变化。如果直接还原消耗的热量qs·ys不变,为k2,而风口燃烧碳素供应的热量qb·yb的增加部分全部用于Q=qb·yb-k2,它们被高炉下部的其他热需要量所消耗,则B点不变,操作线AE将围绕B点转动。 对高炉强化的评价不能简单地比较通过的炉腹煤气量的多少[5],而应该进行全面的评价。在当 今更重要的是对资源和能源的消耗评价,应当重视生产的效率,全面贯彻炼铁生产的“十字”方针。从单位高炉炉渣带走的热量计算约为铁水的1.5倍,而在精料的条件下,国外及宝钢计算炉渣对燃料比和产量的影响就大幅超过此值,相当于铁水的1.77倍[6]。即生产面积利用系数等于日产铁水量加上乘以1.77倍以后的日产炉渣量,再除以炉缸面积。由此我们把炉渣对下部热量消耗Q和对 产量的影响用评价高炉生产效率的新指标来重新评估(图2)。图中纵坐标也考虑了炉渣为铁水的1.77倍以后的吨渣铁的炉腹煤气量。 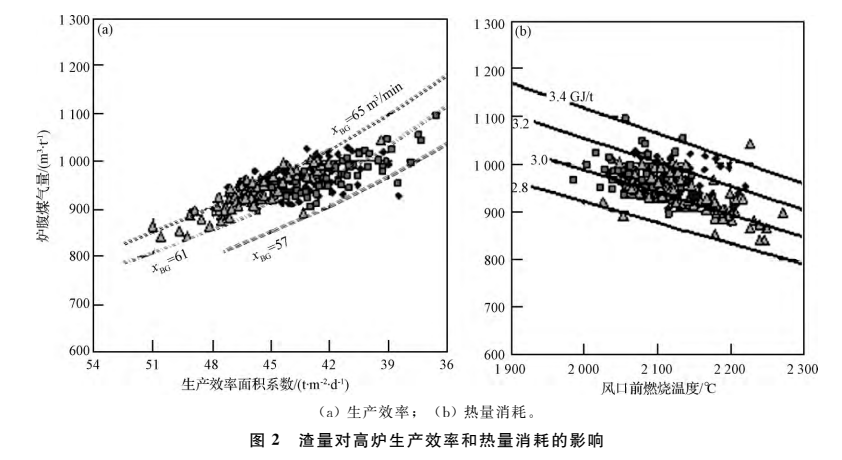
实际上,在生产高炉的复杂体系中,当补充增加渣量的热量时,由于风口燃烧热量的增加,炉腹煤气量的增高,高炉下部高温区的扩大,直接还原也必将上升。因此矿石铁质量分数的下降,不仅仅是渣量增加,熔剂用量增加,还应考虑对直接还原的影响,还要考虑炉腹煤气量上升的负面影响。 为了避免风口耗氧量yb对燃料比的影响过大,文献[1]的校算是基于各高炉均生产炼钢生铁,铁水温度相同,风温变化 在100℃以 内。而且渣量在260~400kg/t 间 调 整;石灰石消耗量在0~100kg/t之间调整;包括铁水含硅、锰及炉体热损失等项目均有调整,使支点位置在B点和P点之间。 3 支点位于B点与S点之间
提高富氧率来强化高炉冶炼将使风口带的燃烧温度过高,不利于高炉顺行,必须采取降低燃烧温度的措施。采用加湿鼓风是其中的一种方法,低硅冶炼的目的是降低燃料比,本文作简要的讨论。 这两种冶炼制度合理性的前提条件都必须充分地利用高炉煤气的化学能和热能。 对于喷吹含氢物料或高富氧、高湿度冶炼。含氢煤气或者风口处分解水分的热量和消耗碳素产生的氢气必须在高炉上部得到充分的利用和回收。对于低硅冶炼来说,不但要降低风口循环区到软熔带的距离,而且应该使软熔带的总高度降低,以利于增加炉内间接还原区域的体积,提高煤气利用率,提高炉身效率。 当达到浮氏体化学反应平衡的理想状态时,操作线AE在W点的位置固定不变。当操作条件改变时,操作 线 围绕W点转 动。要想达到最低燃料比,还必须使风口参数qb·yb最小。由于W点距离E 点较远,风口耗氧量qb·yb的增加或减少,对AE直线的斜率改变最小,对燃料比的影响最小。 而煤气离开高炉时,上升煤气流调整通过化学反应不活跃区,致使其来不及达到平衡成分,仍具有把Fe2O3还原到铁的能力。因此W 点移动到S点,使得碳素消耗量增 加。如果炉身效率不变,S点的位置仍不变,即仅仅AE直线的斜率改变时,也就是提高煤气利用率动力学方面的问题。虽然目前绝大多数还没有深入到维持S点不变的程度,可 是毕竟存在这种可能性。在炉内产生的单位炉腹煤气量与炉料中铁氧化物的氧气浓度比与炉顶煤气利用率的关系见式(2)。单位风量生成铁水量x见式(3),单位风量产生的炉腹煤气量与单位铁原子相结合。 
式中:yf为铁水中其他元素还原产生的CO,mol/mol;n为炉料中铁的氧化物与铁原子结合的氧原子数;ηCO+H2为炉顶煤气利用率(CO2+H2O)/(CO+CO2+H2+H2O);mCO为从风口每立方米风含氧生成的CO气体量,mol/m³;mH2为从风口每立方米风生成的 H2气体量,mol/m³;mCO+CO2为每立方米风产生炉顶煤气中的CO+CO2量,mol/m³。 3.1 提高炉内煤气的氢体积分数
如果给出操作条件yf和铁水n、炉顶煤气成分ηCO+H2 ,则mi为常数。由Rist操作线图可以确定式(1)~式(3),由此求得yb、Q。在 W点浮氏体中铁的氧化物中的氧与铁的原子数比为1.06,这时式(3)可以写成: 
在炉内存在热停滞区时,炉内煤气利用率受铁的氧化物从浮氏体还原成金属的开始位置的矿石还原反应速度与焦炭溶损反应速度的平衡值所约束。
对于高富氧高湿度冶炼来说,使用氧气来代替鼓风以减小炉内煤气体积能够强化高炉冶炼。可是高湿度鼓风,鼓风中的水分在风口分解时不但得到高还原性的氢气,而且消耗大量热量和碳素。由于富氧鼓风体积缩小,热风带入炉内的热量下降,即使能够提高风温,其效果也不大,因此此时提高风温补偿的热量也很有限。提高风口区的热量消耗,必须附加燃烧碳素才能得以补偿,并使得风口耗氧量yb增加,E点下降。如果不改善煤气的利用率,那么必将使支点处于P点与B点之间,大幅度提高燃料比。
当增加鼓风湿度,炉腹煤气中氢气体积分数增加,虽然吨铁发生的还原煤气量增加。即被还原的氧气量与还原煤气量的比值下降。其结果由于鼓风湿度增加,上部区域热交换的高度 Hs 增高[7],炉顶煤气利用率上升,随着湿度的增加,O/C略微下降,燃料比稍微上升。可是由于煤气中氢气体积分数增加,使还原速度上升,只有增加间接还原度,降低直接还原度。只 有 充 分 利 用 炉 内 煤 气 的 热 能 和 化 学能,力求保持η*CO+H2不变,力求燃料比提高的程度最小,使Rist线的支点处于S点或在S点附近,如图1中虚线的位置,才能保证高富氧高湿度冶炼的 有效性。
为高富氧高湿度操作创造还原动力学条件,炉内煤气必须与矿石有充分的接触时间。日本千叶6号高炉是第一座采 用 无 料 钟 炉 顶 的4000m³级高炉,开炉初期进行了布料试验,试验是在适宜的炉腹煤气量时进行的,并分析了炉内低于1400℃区域面积与煤气利用率之间的关系[8]。分析了炉内低于1000 ℃ 的 块状带体积与煤气利用率之间的关系[9]。在此又分析了低于1000 ℃的块状带体积与按炉腹煤气计算的空塔停留时间τ的关系(式(5)),结果如图3所示。

式中:τ为以炉腹煤气量计算的煤气在小于1000 ℃的块状带中的相对停留时间,s;V<1000为温 度 低于1000℃ 块 状 带 体 积,m³;VBG 为炉腹煤气量,m³/min。 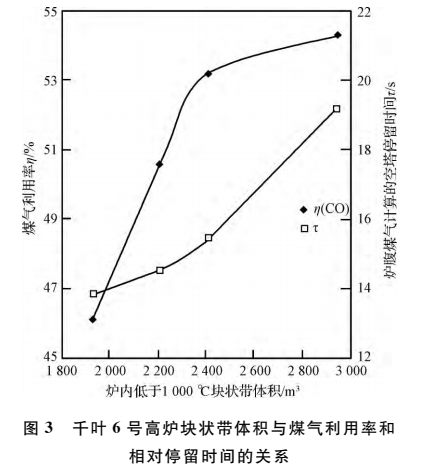
由式(5)可知,提高炉顶煤气利用率必须增加小于1000℃的块状带的体积。煤气利用率在45%~53%之间每m³/min炉腹煤气量,提高1%煤气利用率需要增加温度小于1000 ℃块状带体积。即煤气利用率与块状带体积存在正相关的关系,与炉腹煤气量存在反比例 的 关 系。相应地,煤气在块状带的停留时间也需要延长。当进一步提高煤气利用率达到53%以上时,提高煤气利用率所需的块状带体积迅速增加。随着煤气利用率越高,温度小于1000℃块状带容积增加得越大。这是符合还原动力学的,因为炉身效率 越 高,煤 气中的CO和CO2越接近平衡条件反应速率也相应下降,要求的条件也越高。 当明确了块状带的体积与煤气利用率存在密切的关系之后,应该重视软熔带和炉内温度的合理分布。 如若不能充分利用由风口碳素分解氢,则支点将由S点向B点移动,使AE线的斜率增加、燃料比上升得更多。因此,提高煤气利用率是高富氧高湿度操作是否合适的关键。 3.2 低硅冶炼
目前中国有一批中小型高炉炉腹煤气量过高,煤气利用率很低,而采取中心过吹或发展边缘的装料制度都会压缩块状带的体积,对提高煤气利用率不利。应该着力于提高煤气利用率,提高炉身效率,使A点向右移动来降低燃料比。如果片面调低硅冶炼,我们认为这种做法不够妥当的。因为提高炉腹煤气量总体上将使高温区扩大,软熔带上升,不利于炉内脱硅。为了增加炉缸内的脱硅量,必须增加炉缸内的氧化势,这对高炉长寿将产生负面的影响。 当采用过吹型中心加焦或者发展边缘时,在半径方向上中心或边缘焦炭负荷很轻,而在风口上方局部的焦炭负荷很重、O/C很高,大量煤气从中心或边缘逸出炉外,造成煤气利用率低下,燃料比上升;而焦炭负荷重的局部区域煤气不足,矿石到炉腹部位还原得尚不充分。过吹型中心加焦或发展边缘之所以能够冶炼出低硅的铁水,是由于大量矿石在风口带上方加入炉内,加重了风口带上方的O/C,矿石还原度低,以及压低了风口循环区上方的软熔带高度,缩短了局部区域大量铁水的滴落距离,减少了铁滴与风口产生SiO蒸气的接触机会所致。 已经有许多研究证明,当炉腹部分的矿石还原度低时,高炉下部的直接还原增加,能降低铁水硅质量分数[10],进入 炉 缸铁水的碳素含量也低,而且伴随着含有氧化铁的炉渣进入炉缸,这也可能是近来炉缸故障频发的原因之一。关于这个问题可以从过度中心加焦的高炉经常能够发现风口生降,在休风时发现风口处还有没有熔化的矿石,以及有的高炉发生软熔带根部的渣皮滑落使风口曲损等现象,发生未被充分还原的矿石直接进入炉缸得以证明。 采取低硅冶炼,应该力求降低风口耗氧量yb,增加间接还原,使风口燃烧碳素下降、燃烧热量降低来降低铁水硅质量分数。首先应该降低高炉高温区的热量消耗,使炉身效率不变,煤气利用率η*CO+H2不变。 因此,在风口耗氧量高、yb高的情况下,应该提高煤气的利用率,改善煤气与矿石的接触条件来降低燃料比。在燃料比高、煤气利用率低的情况下,追求降低铁水硅质量分数、减少yf,这是一种舍本求末的操作方式。因为降低风口耗氧量yb的潜力很大时,其他元素带入的氧量yf本身就比较小,减少yf对降低燃料比的作用不大。 过去为了保证强化和顺行,忽略了强化与低耗之间的矛盾,而布料等操作制度采取迁就强化的措施,而没有充分利用焦炭窗通过煤气的能力。为适应当前形势的变化,为提高资源的利用效率,为提高能源的利用效率,为减轻环境污染及降低成本的要求,不得不转变高炉生产方针和操作理念。为了充分利用炉内煤气的热能和化学能,必须控制炉腹煤气量,充分利用软熔带焦炭窗的煤气通过能力,缩小高温区体积,扩大块状带体积,以达到提高煤气利用率的目的。 目前一些高炉的炉顶煤气的热能和化学能并没有得到充分利用,而采用高富氧、高湿度冶炼以及低硅冶炼,这是不妥当的。 4 结论
本文探讨了一些高炉操作制度对Rist线图的影响以及AE操作线变化的可能性,并采用反应动力学对炉内现象进行了解释,指出某些操作制度下,操作上应该注意的方面。 (1)在中国高炉生产的条件下,应采取合适的强化程度,控制炉腹煤气量,降低风口耗氧量,才能采取改善布料模式、提高炉身效率等措施来实现降低燃料比。 (2)增加渣量不但增加了高炉下部的热量消耗,而且还使直接还原度提高,碳素消耗增加,高炉料柱透气性降低以及影响高炉生产效率也不能忽视。 (3)当使用高富氧高湿度的减风制度时,应该改善布料,充分回收湿度分解的热能和化学能,充分利用煤气利用率,提高炉身效率。增大上部热交换区域的高度和降低滴落带高度是必要条件。 (4)在过吹型中心加焦或边缘发展时,炉顶煤气利用率低的情况下,应该着重于改善炉身效率来降低燃料比。在这种情况下,局部降低滴落带高度来降低铁水硅质量分数,将会导致未被还原的矿石或高质量分数FeO炉渣进入炉缸,影响高炉长寿。在操作过程中经常运用Rist操作线图,并检查线支点的位置,寻找影响炉况的各种因素,努力降低风口耗氧量的同时,降低直接还原度和其他热量消耗,以提高风口热量的利用率。虽然Rist操作线约有5%的误差,但Rist模型足以定量地反映高炉内部各种现象的辩证关系,其实用性能够推动粗放型的高炉操作向精细化转变。总之,风口耗氧量和炉顶煤气利用率决定了Rist线中各点的位置,能够用以准确地评价高炉生产操作状况。 参考文献:
[1] 项钟庸,王筱留.一种评价高炉生产效率的实用工具[J].炼铁,2016,35(1):24.
[2] 皮西 JG,达文波特 W G.高炉炼铁理论与实践[M].北京:冶金工业出版社,1985.
[3] 项钟庸,邹忠平,欧阳标,等.炉腹煤气量指数与Rist线探析[J].炼铁,2015,34(1):26.
[4] 项钟庸,邹忠平,欧 阳 标,等.炉腹煤气量指数对高炉操作指标的影响[C]//2014年全国中小高炉炼铁学术年会论文集.成都:中国金属学会,2014:27.
[5] 谢洪恩,付卫国,饶 家 庭,等.高炉强化程度的评价方法[J].钢铁,2013,48(5):174.
[6] 项 钟 庸,王 筱 留.高 炉 炼 铁———炼铁工艺设计理论与实践[M].2版.北京:冶金工业出版社,2014.
[7] Б И Кйтаев,Ю Г Ярошенко,В Д Сучков.Теплообменвшахтныхпечах[M].Свердловск:Металлургиздат,1957.
[8] 奥村和男,河合隆成,丸岛弘也,等.ベル レ ス式大型高 炉による低燃料比操作[J].铁と鋼,1980,66(13):1956.
[9] 项钟庸,王筱留.炉腹煤气量指数与高炉过程[C].//第十六届全国大高炉炼铁学术年会论文 集.柳 州:中 国 金 属 学 会,2015:5.
[10] 德田昌則,槌谷暢男,大谷正康.高炉内のSi移行に关すゐ热力学的考察[J].铁と钢,1972,58(2):219
(责任编辑:zgltw)
