





-
一、砂眼、渣孔的特征
铸件缺陷处内部或表面充塞着型(芯)砂的小孔,称为砂眼(如图一)。若缺陷形状呈不规则,内部是渣或夹杂物,则称为渣孔(如图二、三)。

图一 砂眼

图2 渣孔
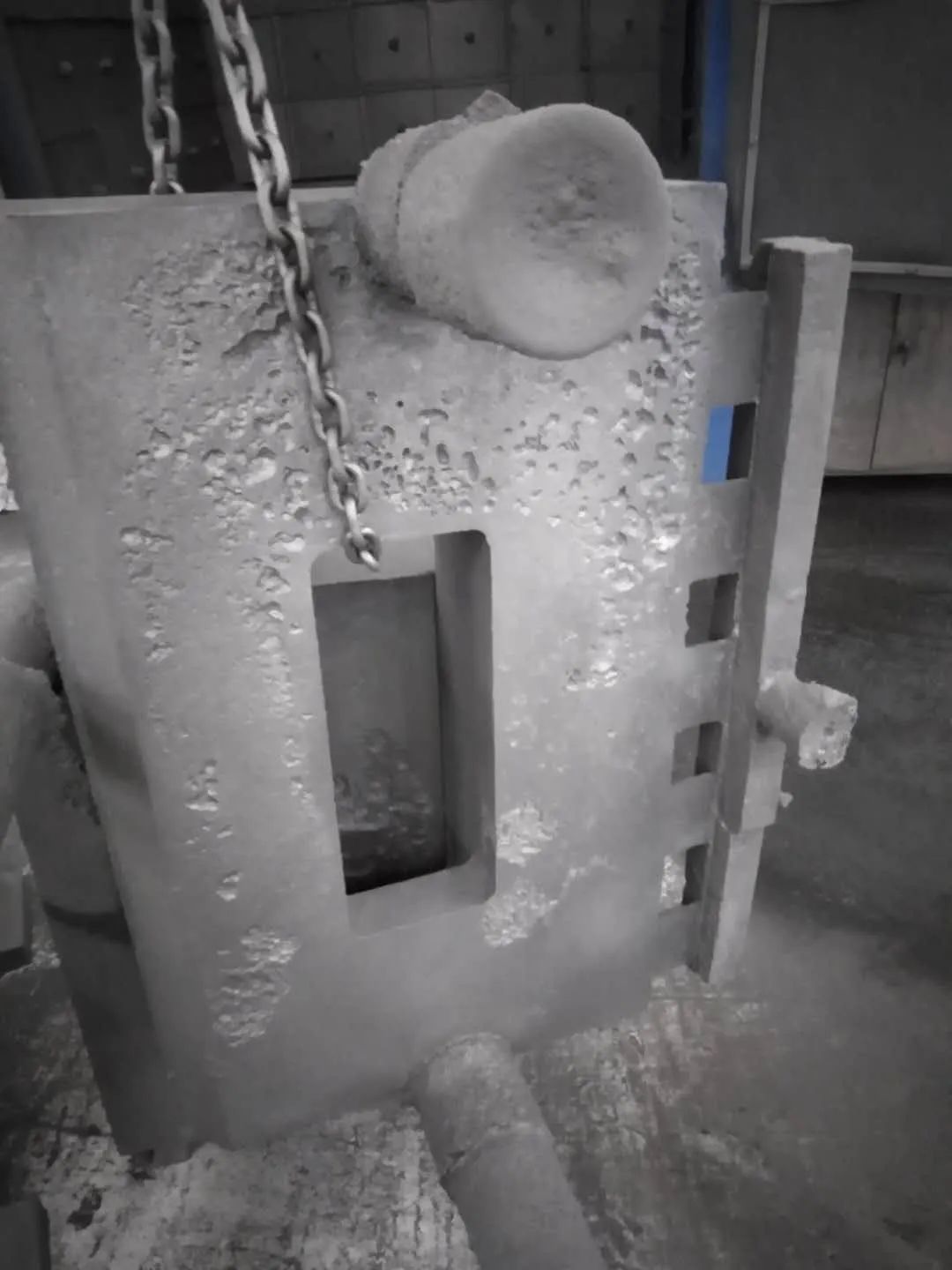
图3 渣孔
二、砂眼防止措施
1、提高型(芯)砂的强度及砂型紧实度,减少砂芯的毛刺和砂型的锐角,防止冲砂。
2、合型前要吹干净型腔和砂芯表面的浮砂,合型后要尽快浇注。使用冷芯砂时,尽可能分散进铁液,避免冲刷造成砂眼。
3、防止砂芯烘枯及存放时间过长。
4、合理设计浇注系统,避免铁液对型壁冲刷力太大;浇口杯表面要光滑,不能有浮砂。
三、渣孔防止措施
1、提高铁液过热温度,球铁、蠕铁、合金铸铁应该增加扒渣次数,温度允许的情况下,浇注前静止一段时间,以利于熔渣上浮。
2、防止铁液氧化,严格控制球化剂,孕育剂的加入量(特别是随流孕育的量),球铁采用随流孕育一定要慎重。
3、合理设计浇注系统,放置滤网片提高档渣能力,浇注包上最好安置挡渣系统,浇注时保持不断流。
4、球铁铸件在浇注以及铁液在型腔内流动过程中,由于铁液氧化,或者铁液所含各种元素与铸型、砂芯材料反应产生的渣,通常称之为“二次渣”(以区别于浇注前已存在的“一次渣”),这种渣形成的夹渣缺陷往往只能在断口上发现,成品铸件加工面上往往要经磁粉探伤才能发现。这种夹杂物主要是由氧化物(MgO、SiO2、Feo…)和硫化物(MgS、FeS、MnS…)及其它的夹杂物组成的。
四、“二次渣”的防止措施
1、严格控制铁液的残余镁量(一般质量分数控制在0.035%~0.055%,壁薄宜控制在下限,壁厚可控制在上限)。
2、降低原铁液含硫量,有条件的要采取脱硫处理,并提高处理温度与浇注温度。脱硫处理可以大幅度降低原铁液含硫量,能有效地减少“二次渣”。
3、适当提高球化剂的稀土含量,降低镁含量,有利于降低铁液结皮温度,减少“二次渣”。
(责任编辑:zgltw)
