我国制氢技术的发展及全氢竖炉面临的挑战
时间:2024-05-06 10:32 来源:炼铁杂志 作者:zgltw 点击:次
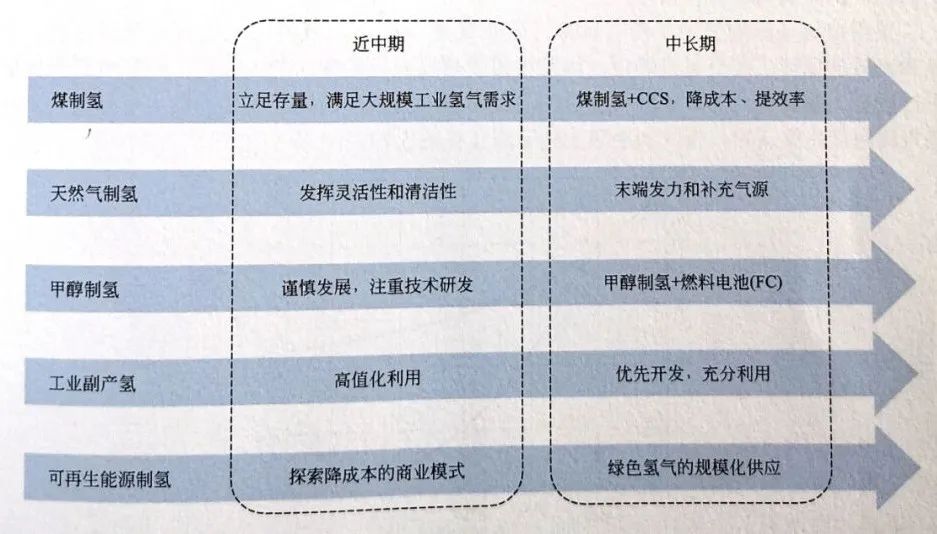
图2 我国各类工业制氢路线发展趋势
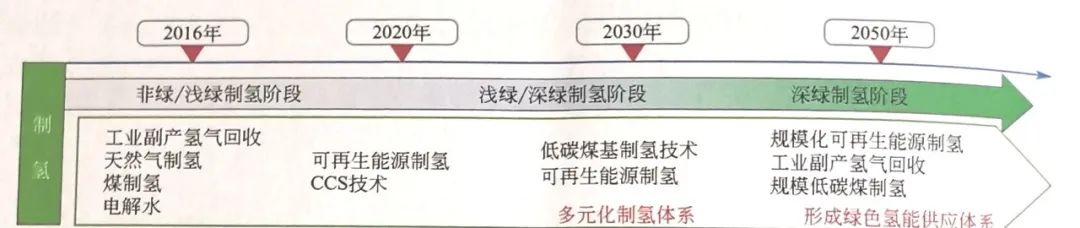
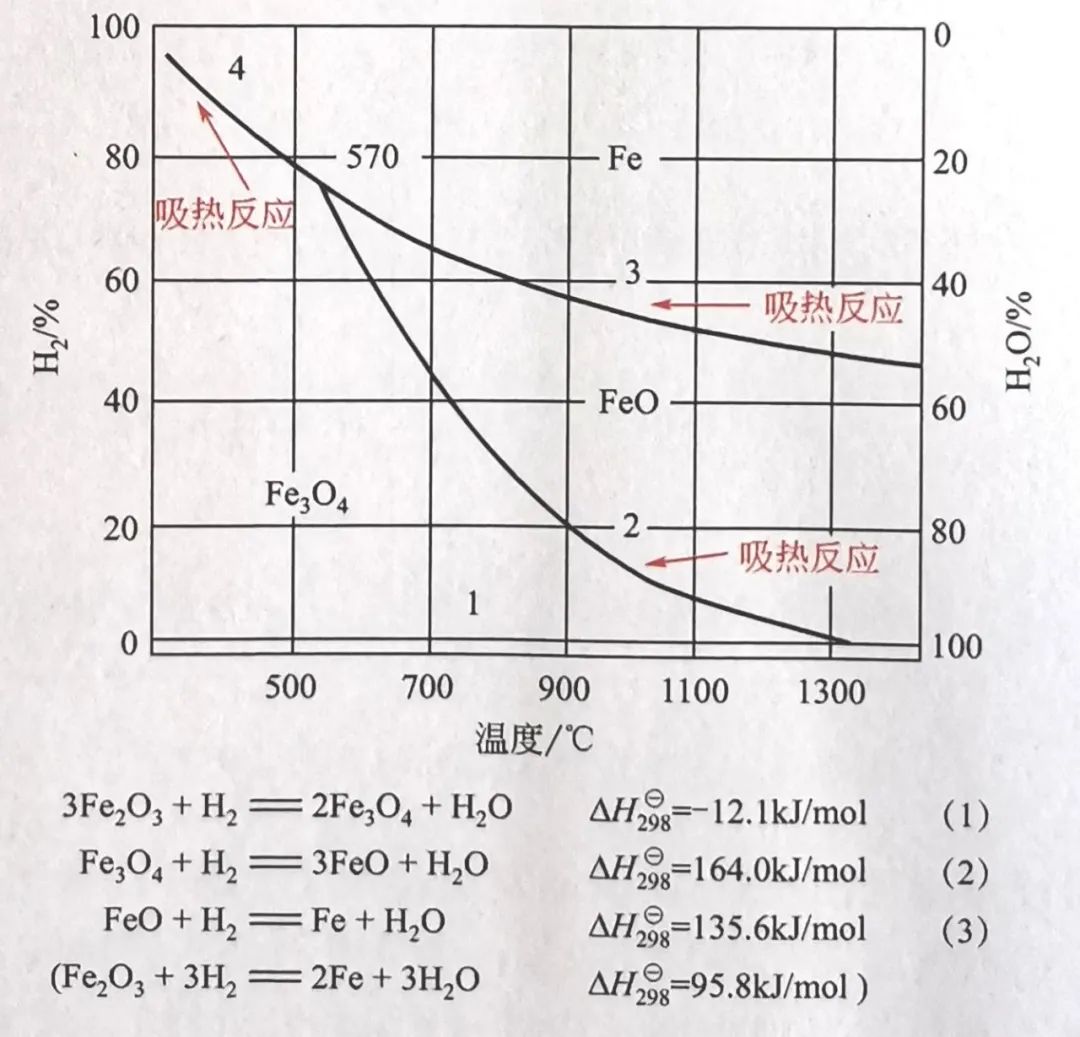
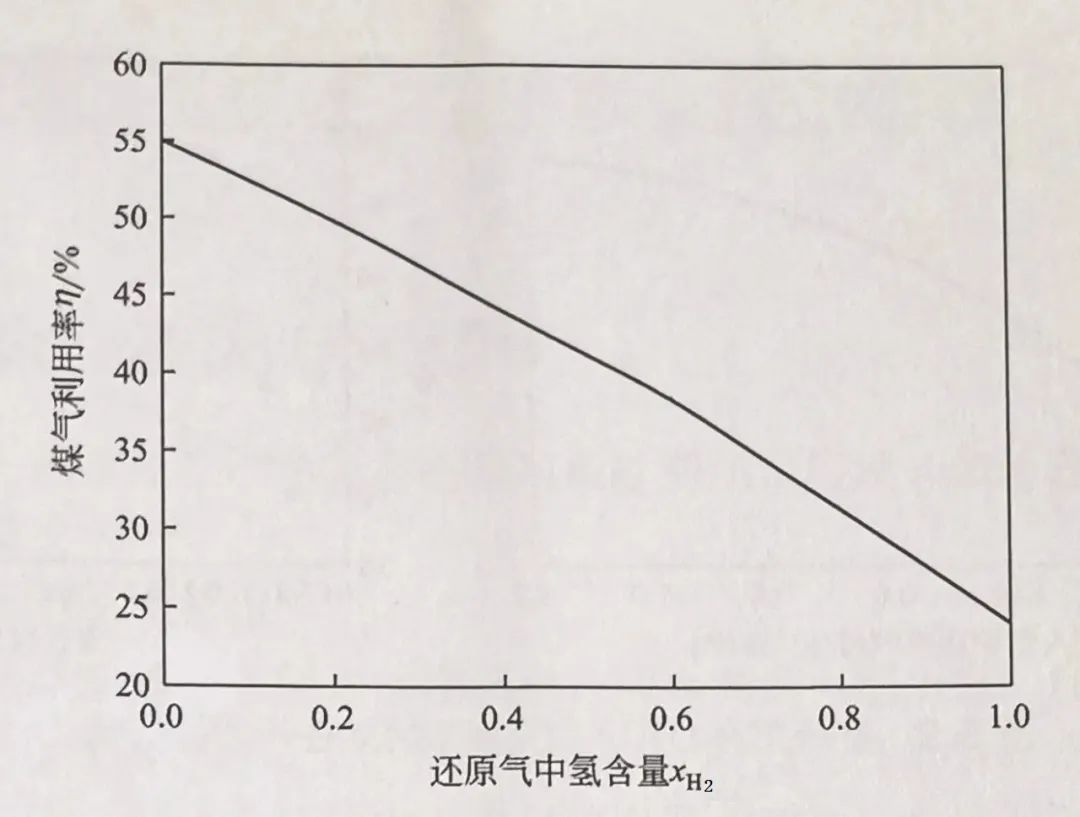
图3 我国制氢发展阶段预测 (1)全氢竖炉的强吸热效应。 全氢竖炉或流化床直接还原早在20世纪80年代就在西欧国家有过工业生产实践。因此,使用100%纯氢气大型竖炉生产直接还原铁在技术上不存在太大问题。但是,自欧洲几座全氢气竖炉及特立尼达和多巴哥的 CIRCORED 流化床直接还原炼铁生产装置停产后,40多年来未建成一座竖炉或流化床采用纯氢气生产直接还原铁。国内权威的冶金专家曾在多次会议上强调氢冶金的诸多好处,但目前使用100%纯氢炼铁的技术合理性及其存在的问题,仍需认真研究和思考。 采用全氢还原的竖炉中没有碳源,还原气全为H2,系统内部无法实现热量互补、变换和物质的循环。在全氢竖炉中,将发生强吸热反应(如图4所示)。因此,纯氢气还原铁矿石过程会大量吸热,竖炉中散料层内的温度场急剧向凉,延缓了需要消耗大量热量的后续氢气还原氧化铁反应,煤气利用率大幅下降(如图5所示)。
图4 H2还原的吸热效应
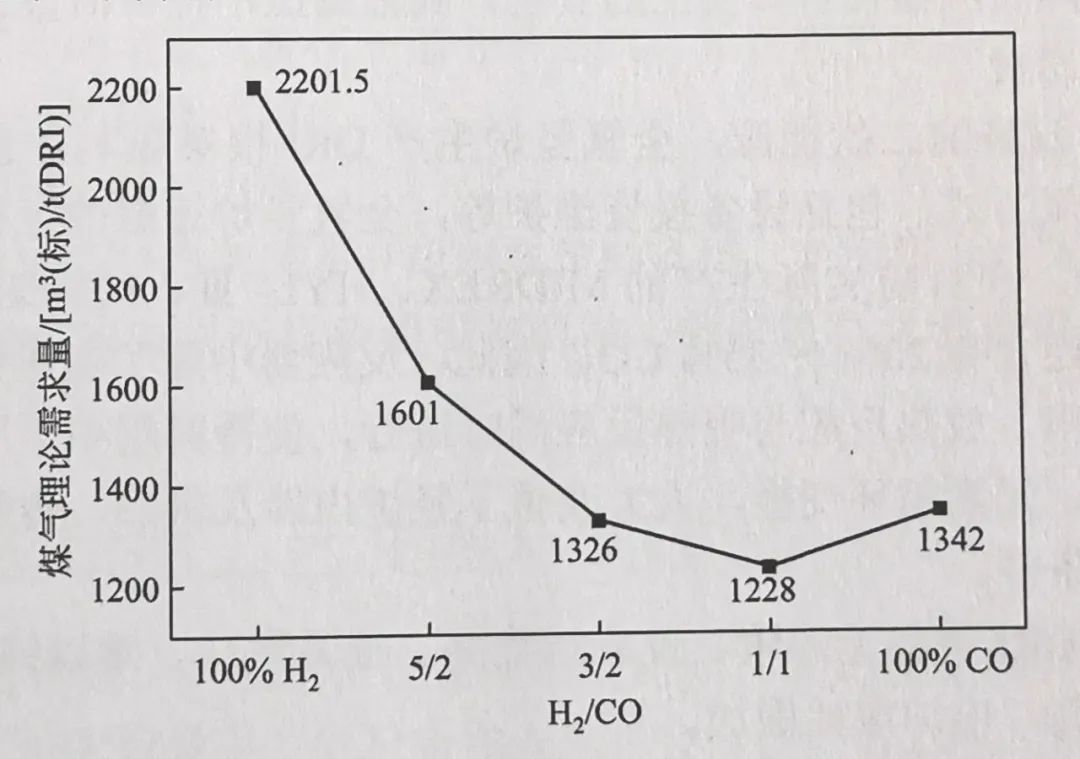
图5 竖炉煤气利用率与入炉还原气含氢量的关系 在温度和压力不变的条件下,若要维持预定的竖炉生产率,必须增加作为载热体的入炉氢气量。如图6所示,在0.4MPa、900℃下,全氢竖炉入炉还原气理论需求量2201.5m3(标 )/t(DRI),才能满足竖炉还原热量需求;当入炉还原气 H2/CO 比为 1.5 时的富氢竖炉入炉还原气理论需求量仅为 1326m3(标)/(DRI)[全氢流化床还原的入炉氢气量高达 4000m3/(DRI)]。如果氢气供应量不变,与目前生产的竖炉相比,全氢竖炉的DRI产量将减少 1/3,竖炉的生产率降低 1/3,造成还原铁的成本大幅提高,导致亏损。
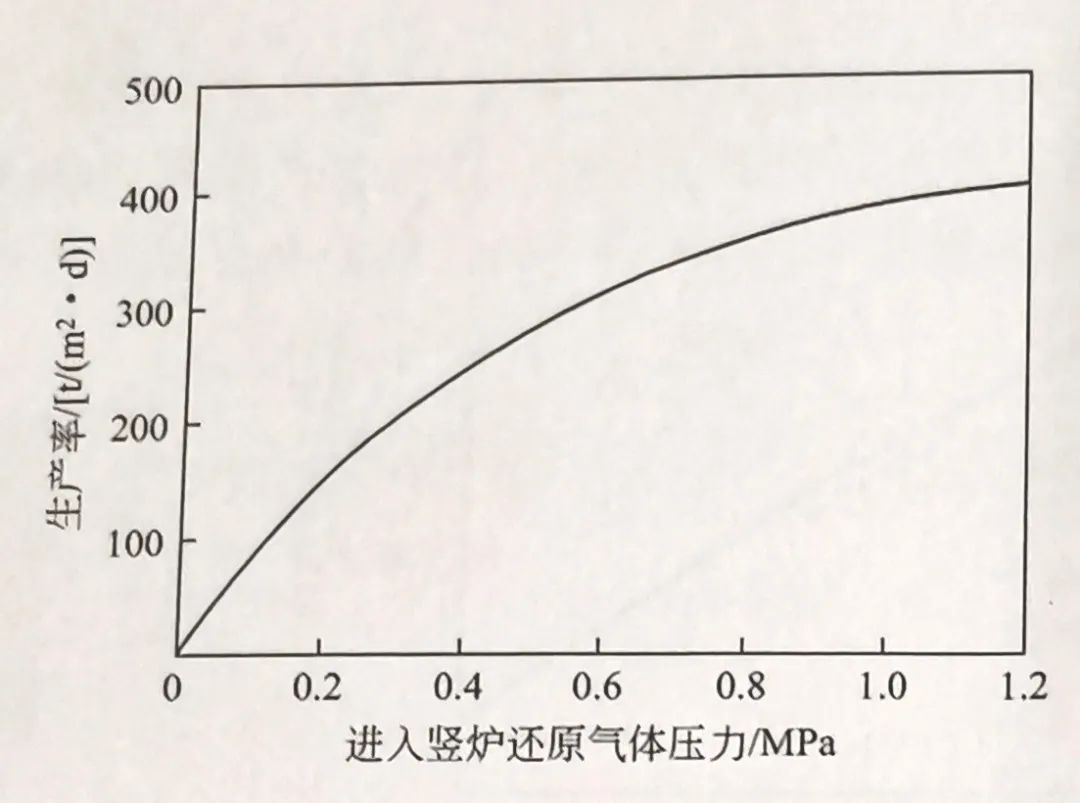
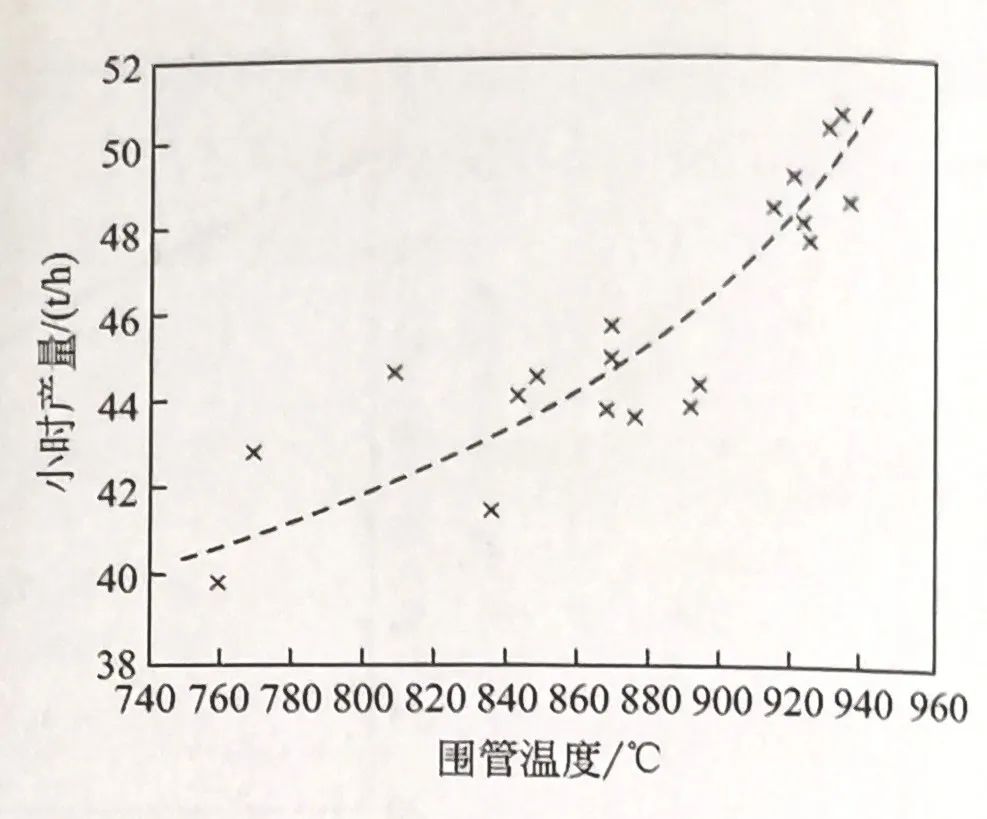
(2)氢气密度过低,加热难度大。 氢气的体积密度仅为CO、CO2、H2O体系的1/20,进入竖炉后会急剧向炉顶逃逸,与混合气体相比,氢气在炉内的路径、方向迅速改变,不能很好地停留在竖炉下部的高温带完成还原铁矿球团的任务。理论上讲,若提高操作压力和温度,可达生产率的设计指标,如采用 1MPa 以上的入炉氢气压力,氢气加热到 1000℃以上入炉,也可以使全氢竖炉生产率达到设计指标。还原气压力和入口温度对竖炉生产率的影响见图7。 但氢气是一种极其易燃易爆的气体,受限于加热炉炉管材质的耐高温氢蚀性能;氢气极易泄漏,易燃易爆,对反应器及管道防泄漏能力要求极高;氢气逃逸速度快,加热炉设计难度增加。纯氢气的安全加热是亟待研究解决的重要问题。尽管加热炉炉管内避免了CH4、CO的析碳、渗碳问题,但合金炉管材料的抗高温、氢脆失效问题变得突出,需要在材料设计、冶炼上进行突破。生产应用上,需要解决竖炉本体设备的密封安全和炉内耐材的氢还原破坏等问题。竖炉的装料和排料机构必须对使用的高H2比例煤气具有高的密封性,操作安全可靠。全氢竖炉高压操作尽管可以降低煤气流速、适当提高H2的利用率,但增加了竖炉操作的安全风险。而且,加热炉炉管内的氢气压力过高,也将增大氢脆的影响。
竖炉需要高效率长期地稳定生产,如果让竖炉反应器系统在高温、高压极限条件下长期工作,则不能保障反应器设备和员工的安全,高温高压不符合冶金工艺设计的目标。 (3)氢气价格昂贵。 目前氢是成本较高的二次能源,全氢竖炉生产DRI很难盈利,也难以商业化。即使采用成本最低的制氢方式,包括设备投资维护等,全竖炉还原的运行成本也比目前的富氢竖炉高出近一倍。在目前实际生产的 MIDREX、HYL-Ⅲ、PERED 等竖炉中,由于煤气中除了含氢气,还含有 20%~ 35% CO,因此,反应器中除了氢还原吸热反应,还有CO还原放热反应。放热反应与吸热反应同时进行,使得料层中不同部位均发生热交换并进行复杂的物质、元素循环变换,大大改善了竖炉内涉及供热、传热及传质等方面的还原热力学和动力学条件。 (4)全氢竖炉 DRI产品无渗碳、反应活性高、极易氧化、难以钝化,无法安全储存运输和使用;熔点高,电炉电耗增加。 影响竖炉直接还原的速度和生产效率的因素有很多,例如入炉还原气的氢气比例、温度、压力,煤气利用率,铁矿石停留时间,气体传热、传质动力学条件,竖炉设计等。基于国内丰富的煤炭资源、成熟的煤制氢技术以及尚待完善的电解水制氢与储氢技术,若按照逆流还原竖炉的规律,在安全可靠、稳定顺行、高效节能的操作方针指导下,充分发挥氢气高温还原反应速度及传质速度快的优势,充分利用现有工业化竖炉的成熟设计和生产操作经验,适度改进完善竖炉的关键工艺设备,综合运用、优化选择竖炉还原的各种工艺参数,发挥富氢竖炉的优势,使竖炉直接还原达到最佳的产能和最低的能耗,相较于纯竖炉直接还原面临的困难要小得多。而发展并实践以太阳能、风能、水能、海洋能和地热能为基础的零排放经济制氢技术,研发并应用大规模产业化的储氢装置与技术,将有助于实现全氢冶金。 |